การต่อเหล็ก (หรือโลหะ) เข้าด้วยกันในงานโครงสร้างนั้น เราสามารถดำเนินการได้โดยการยึดด้วยสลักเกลียว (Bolting) และการเชื่อม (Welding) สำหรับประเทศไทยนั้นนิยมใช้การเชื่อมเป็นหลัก ด้วยเหตที่การเชื่อมในบ้านเราไม่มีข้อจำกัดด้านการตรวจสอบควบคุมคุณภาพมากนัก ทำให้งานเชื่อมมีราคาไม่สูงมาก เมื่อเทียบกับงานต่อยึดด้วยสลักเกลียว ซึ่งต้องอาศัยทักษะและความชำนาญ รวมถึงกระบวนการผลิตในโรงงาน Fabrication ตั้งแต่การวางแผนการตัดต่อเจาะรู ฯลฯ
โดยหลักการทั่วไปแล้ว การเชื่อม (Welding) คือ การประสานเหล็กหรือโลหะเข้าด้วยกัน ด้วยการ “หลอม” ให้เหล็ก (หรือโลหะ) ตั้งแต่สองชิ้นขึ้นไปที่จะนำมาเชื่อมติดกันนี้ เกิดการหลอมละลายด้วยความร้อนเพื่อให้เหล็ก (หรือโลหะ) ส่วนที่ละลายนี้มาผสมรวมกัน และแข็งตัวเมื่อเย็นตัวลงสู่อุณหภูมิห้อง ซึ่งหากเราต้องการเชื่อมชิ้นงานที่มีความหนามากในระดับหนึ่ง ก็จำเป็นต้องมีการเติมโลหะ (Filler Metal)ที่อาจเป็นลวดเชื่อม (Welding Wire) สำหรับการเชื่อมอัตโนมัติ เช่น การเชื่อมใต้ฟลักซ์ (Submerged Arc Welding, SAW) หรือ ธูปเชื่อม(Electrode) สำหรับการเชื่อมไฟฟ้า (บางทีเรียกว่า การเชื่อมแมนน่วลหรือการเชื่อมมือ หรือที่เรียกว่า Shield Metal Arc Welding (SMAW) ตามมาตรฐานอเมริกัน แต่ตามมาตรฐานยุโรป เรียกว่า MMAW = Manual Metal Arc Welding) ซึ่งทั้งลวดเชื่อมและธูปเชื่อมนี้ ต่างก็มีคุณสมบัติที่สามารถผสมกลมกลืนกับเหล็ก (หรือโลหะ) ได้ดีเมื่อหลอมละลาย
หมายเหตุ สำหรับการเชื่อมชิ้นงานที่บางมากๆ เช่น การเชื่อมเหล็ก รีดเย็น หรือแผ่นสแตนเลสบางๆ สำหรับ ใช้ในอุตสาหกรรมเครื่องใช้ไฟฟ้า ก็อาจใช้การประสานหลอมละลายระหว่างชิ้นงานที่จะนำมาเชื่อมโดยไม่ต้องใช้ธูปเชื่อมหรือลวดเชื่อมก็เป็นได้
ด้วยการหลอมละลายของเหล็ก (หรือโลหะ) จากสภาพของเหลวเป็นของแข็ง จะมีการเกิดปฏิกิริยาทางเคมีกับก๊าซในชั้นบรรยากาศ โดยเฉพาะอย่างยิ่งก๊าซอ๊อกซิเจน ซึ่งจะไปมีผลอย่างมากกับความสมบูรณ์ของรอยเชื่อม ดังนั้น “จึงมีความจำเป็น” ที่จะต้องมีการคลุมป้องกัน (Shield) รอยเชื่อมที่กำลังจะแข็งตัวจากสภาพที่หลอมละลาย โดยเรามักใช้วัสดุในการ Shield อยู่ 2 ประเภท คือ
a) การใชฟลักซ์ทับศัพท์มาจากคำว่า Flux โดย Flux นี้ จะมีสภาพเป็นของแข็ง ที่ผสมกันระหว่างวัสดุที่เป็นโลหะ เช่น มังกานีส มักนิเซียม วาเนเดียม นิกเกิลโมลิบดินั่ม ฯลฯ และวัสดุที่เป็นอโลหะ เช่น ซิลิก้า หินปูน เป็นต้น (สูตรนี้ลับมากนะครับ ผู้ผลิต Flux เขาไม่บอกสัดส่วนกัน) ซึ่งมาช่วยให้เกิดการลดปริมาณของก๊าซอ๊อกซิเจน (Deoxidization) ช่วยฟอร์มให้เกิดสแลก (Slag) และยังสามารถช่วยให้อาร์ค(Arc) ที่ปลายลวดเชื่อมหรือธูปเชื่อมกับชิ้นงานเกิดความเสถียร
b) การใช้ก๊าซที่มีคุณสมบัติสามารถ “คลุม” ปกป้องการเข้าจู่โจมของก๊าซอ๊อกซิเจนในอากาศได้ดี ซึ่งอาจเป็นก๊าซประเภท Active Gas เช่นก๊าซคาร์บอนไดอ๊อกไซด์ (CO2) หรือ Inert Gas เช่น ก๊าซอาร์กอน (Ar) หรืออาจเป็นก๊าซที่ผสมกันระหว่าง CO2 กับ Ar ก็เป็นได้
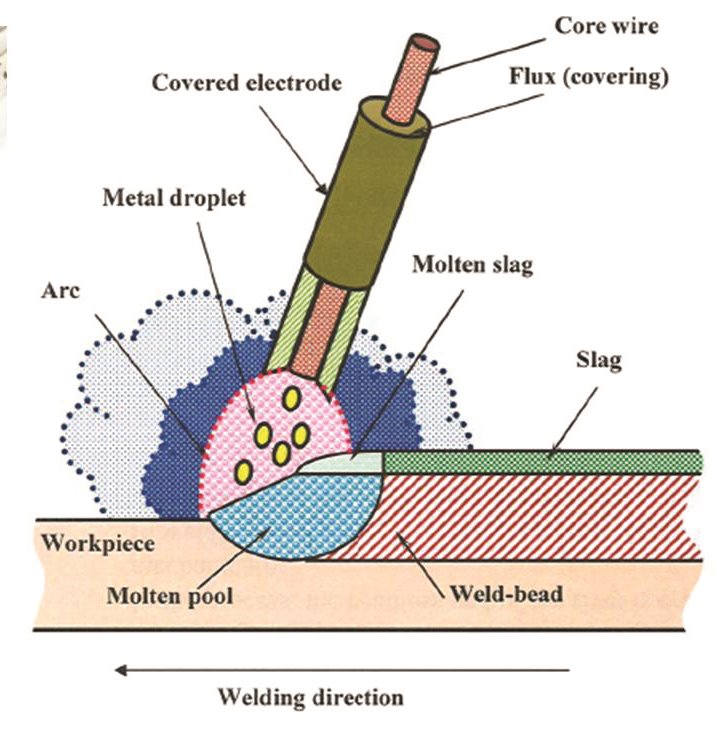
ยกตัวอย่างงานเชื่อมที่พวกเราคุ้นเคยที่สุด คือ เชื่อมไฟฟ้า (SMAW หรือ MMAW) นั้น จะเป็นการเชื่อมที่เป็นกระบวนการ “อาร์ค (Arc)” ด้วยความร้อนผ่านปลายธูปเชื่อม (Electrode) ซึ่งจะเชื่อมได้ก็ต้องต่ออุปกรณ์ต่าง ๆ ให้ครบวงจรดังรูปที่ 1 นะครับ ณ จุดนี้โลหะที่เราต้องการนำมาเชื่อมติดกัน (เรียกว่า Base Material) จะถูกอาร์ค หรือ “เผา” ให้เกิดการหลอมละลายไปพร้อมกับแกนลวดเชื่อม ซึ่งเป็น Weld Material ผง Flux ที่เกาะปกคลุมลวดเชื่อมก็จะร่วงหล่นมาปกคลุมแนวรอยเชื่อม ซึ่ง Flux นี้จะไปผสมปนเข้ากับส่วนของน้ำเหล็ก (ที่จะมี Impurity ปนอยู่มาก) และลอยขึ้นมาปกคลุมแนวรอยเชื่อม เรียกว่า Slag ซึ่งตรงนี้จะต้องเคาะออกไป
ข้อดีของงานเชื่อมประเภทนี้ คือ ทำงานได้สะดวก อุปกรณ์และลวดเชื่อมราคาไม่แพง หาซื้อได้ง่าย ขนาดไม่ใหญ่มากนัก สามารถเคลื่อนย้ายเครื่องเชื่อมไปตามไซท์งานต่างๆ ได้ง่าย ปัจจุบันสามารถต่อไฟบ้านได้สามารถใช้ได้กับงานเชื่อมทั่วไป สามารถเชื่อมงานโครงสร้างหรืองานผลิตภัณฑ์ได้
ในครั้งต่อไปเรามาว่ากันถึงข้อเสียของการเชื่อมไฟฟ้า และรูปแบบงานเชื่อมรูปแบบอื่นๆ ที่นิยมใช้กันในบ้านเราเพิ่มเติมต่อไปนะครับ
หมายเหตุ ลวดเชื่อมในบ้านเรา นิยมใช้ลวดเชื่อมเกรด E60xx และเกรด E70xx ซึ่งมีกำลังรับแรงดึง (Tensile Srength) เท่ากับ 60 และ 70 กิโลปอนด์ต่อตารางนิ้ว (ksi) ตามลำดับ ซึ่งสามารถแปลงเป็นหน่วยเมกะปาสคาล โดยเอา 7 ไปคูณ หรือแปลงเป็นหน่วยกิโลกรัมต่อตารางเซนติเมตร ได้โดยเอา 70 ไปคูณนะครับ
นิตยสาร Builder Vol.32